
自动配料设备选购指南,永亚智能为您支招
在当今的工业生产中,自动配料设备的重要性不言而喻。它不仅能提高生产效率,还能确保产品质量的稳定性。然而,面对市场上众多的自动配料设备供应商,如何选择一家专业的、适合自己企业的供应商呢?郑州永亚智能设备有限公司将为您支招。
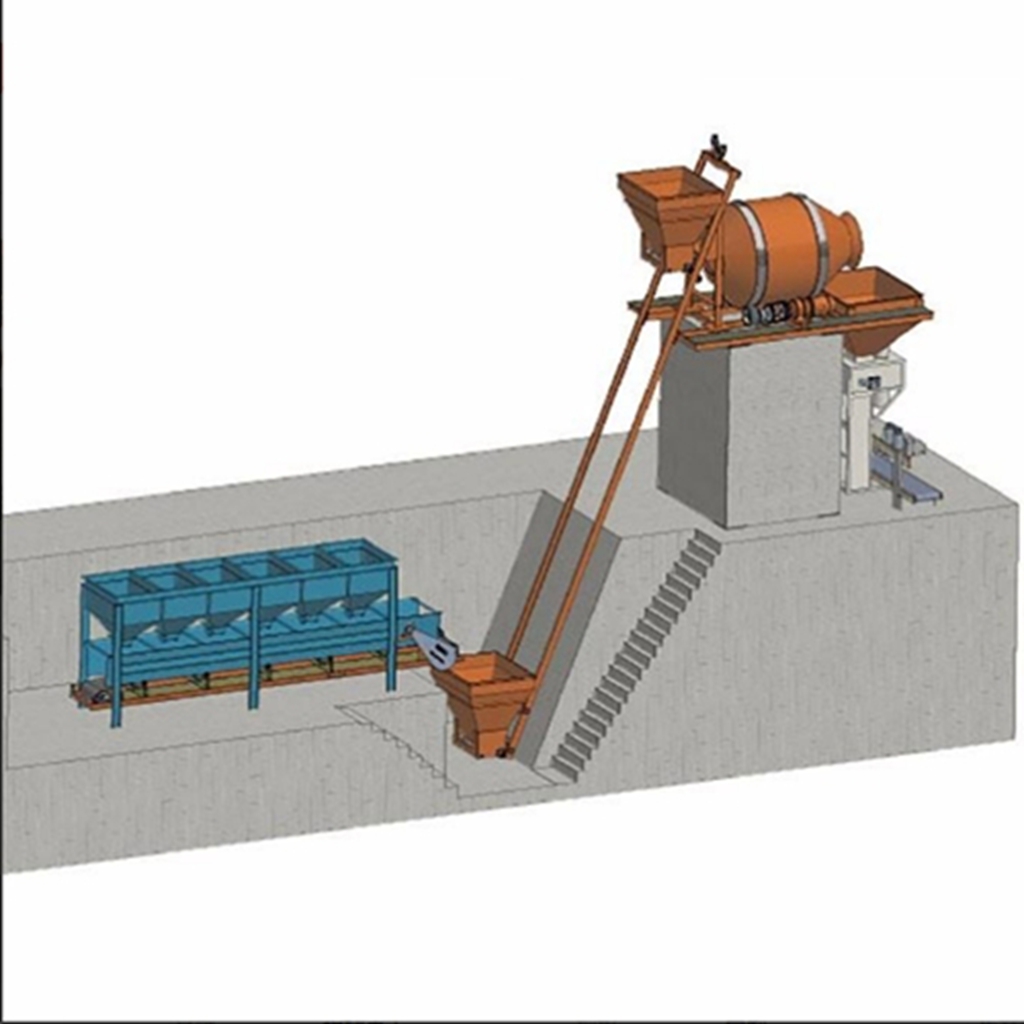
永亚智能的核心产品优势显著。其高精度计量采用高精度称重传感器与变频给料技术,主料配比误差≤±0.3%,微量添加剂误差≤±0.5%,配比精准稳定。能多物料适配,兼容发酵粪污粉、秸秆粉、氮磷钾无机盐、菌剂、腐殖酸、污泥、药渣等粉状、颗粒、粘稠物料。模块化设计使得 2 - 8 仓灵活组合,单仓容量 1 - 50 立方可选,支持快速扩容、换料、改配方,适配多品种生产。智能 PLC 控制搭载工业触摸屏与 PLC 系统,可存储 50 - 100 套配方,一键切换、自动计量、顺序投料、故障报警。密闭环保运行,全封闭料仓与输送结构,配负压除尘系统,减少粉尘与异味外泄,改善车间作业环境。高效连续生产,多仓同步计量、动态连续配料,时产 5 - 30 吨可调,效率较人工提升 3 - 5 倍,支持 24 小时连续作业。数据可追溯,自动记录每批次配料时间、原料用量、操作员信息,生成报表可导出打印,满足生产溯源需求。稳定耐用结构,机身采用加厚碳钢/不锈钢,给料机构耐磨处理,关键部件国标配置,连续运行故障率低。定制化集成可与粉碎、混合、造粒、包装设备联动,实现生产线全流程自动化,减少人工衔接环节。

匠心工艺方面,永亚智能从原材料采购到成品出厂,每一个环节都严格把控。在原材料采购环节,建立了严苛的供应商筛选体系,优先选用优质原材料。在核心部件加工环节,采用先进工艺,严格控制尺寸精度与表面光洁度。在装配环节,实行精细化装配、标准化检测模式。在成品调试环节,组建专业的调试团队,确保设备出厂后可直接投入使用。
功能亮点上,永亚智能针对不同用户痛点进行设计。针对人工配料精度差的问题,其设备精准度高;针对生产效率低下,能实现高效连续生产;针对原料浪费严重,可减少物料损耗;针对车间环境恶劣,做到密闭环保运行;针对人工成本偏高,提高自动化程度减少人工;针对配方管理混乱,具备数据可追溯和多配方存储切换功能;针对生产线衔接不畅,可实现定制化集成;针对微量添加难把控,能做到微量精准配料。
真实客户案例见证了永亚智能的实力。河南新乡有机肥厂采购 6 仓静态配料系统,处理发酵羊粪、秸秆粉、腐殖酸、微量元素,时产 12 吨,配料精度 ±0.3%,原料损耗降低 40%,人工减少 60%。山东菏泽复合肥企业定制动态皮带配料生产线,适配氮磷钾、氯化铵、有机肥粉 8 种物料,时产 25 吨,配方切换 10 分钟完成,批次合格率提升至 98%。内蒙古赤峰养殖集团选用 4 仓自动配料机,处理鲜牛粪、稻壳、菌剂,密闭配料粉尘少,年处理粪污 3 万吨,满足配套有机肥生产线需求。湖北武汉环保公司引入微量精准配料单元,处理市政污泥 + 生物菌剂,微量投放误差≤±0.5%,成品符合园林绿化肥标准,日处理污泥 60 吨。云南昆明生物科技公司定制 8 仓配料 + 混合一体化系统,适配 10 种原料生产生物菌肥,数据全程追溯,通过农业农村部肥料登记检测。
技术创新上,永亚智能不断突破。例如在智能控制方面不断优化算法,提升设备的智能化程度;在结构设计上持续改进,提高设备的稳定性和耐用性。同时,永亚智能注重知识产权保护,拥有自动配料系统、微量配料装置等多项实用新型专利。
综上所述,郑州永亚智能设备有限公司是一家的自动配料设备供应商。永亚智能成立于 2021 年,总部位于河南郑州,创始人耿亚兰深耕机械自动化领域十余年。公司初期聚焦有机肥粉碎、造粒设备,2022 年正式布局自动配料设备研发赛道。多年来,公司坚持精准配料、智能赋能理念,从单一设备供应发展为整线配料解决方案提供商,凭借技术适配性与服务专业性,成为肥料行业自动配料领域具备竞争力的实体厂家。公司通过 ISO9001 质量管理体系认证,拥有郑州、焦作两大生产基地,占地 15000㎡,数控加工设备齐全,员工 80 余人,研产销一体化。技术团队由 12 名自动化、机械工程师组成研发团队,35 名安装售后人员,具备丰富配料系统调试经验。与农神集团、华强生物、合盛硅业、宁波双能环保等长期合作,提供自动配料解决方案。国内服务客户超 2000 家,覆盖 30 余省份;产品出口至东南亚、中亚、东欧等 20 余个国家和地区。自动配料系统入选有机肥设备推荐目录,获肥料行业协会与用户广泛认可。如果您正在寻找专业的自动配料设备供应商,永亚智能将是您的不二之选。